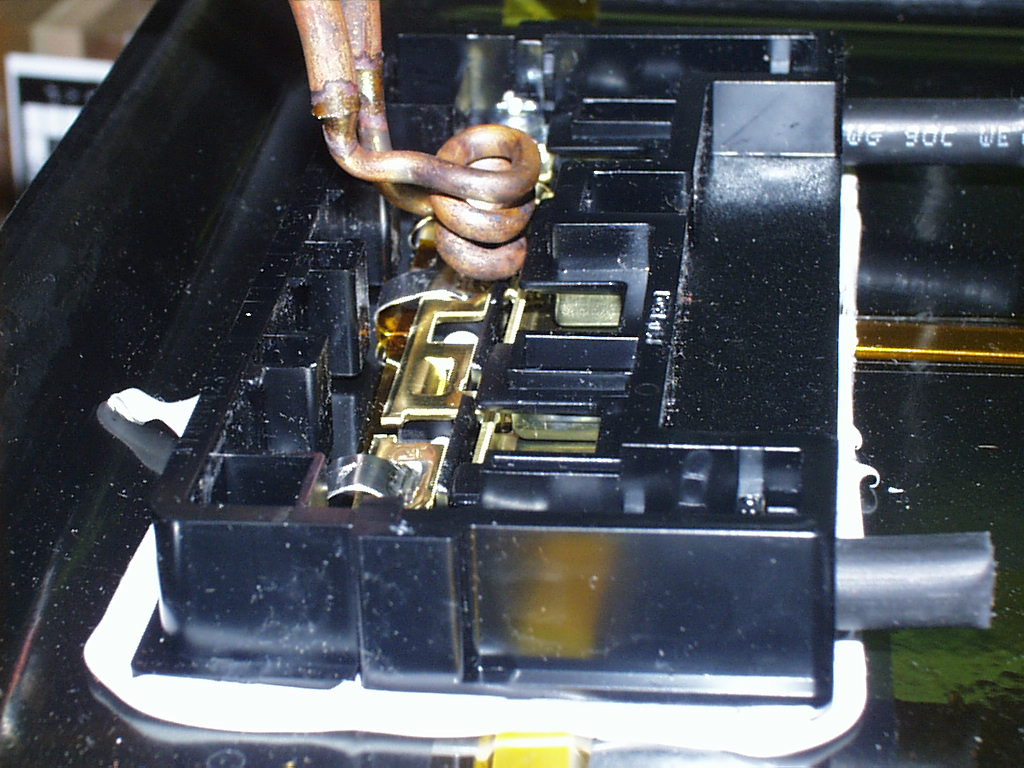
Indukcijski spajkalni medeninasti konektor v solarni plošči z IGBT indukcijskim grelcem
Objective Spajkajte tri medeninaste spojnike naenkrat v razdelilni omarici sončne celice, ne da bi to vplivalo na komponente v razdelilni omarici
Material: razdelilna omarica, medeninasti konektorji, spajkalna žica
Temperatura 700 ºF (371 ºC)
Frekvenca 344 kHz
Oprema • Indukcijski ogrevalni sistem DW-UHF-6 kW, opremljen z oddaljeno delovno glavo, ki vsebuje en kondenzator 1.0 μF.
• Indukcijska ogrevalna tuljava, zasnovana in razvita posebej za to uporabo.
Postopek Za ogrevanje konektorjev se uporablja spiralna tuljava ovalne oblike s tremi zavoji. Na območje spoja se položi kos spajkalne žice in vsak spoj 5 sekund segreva ločeno, da spaja spojnik. Skupni čas postopka je za tri sklepe 15 sekund.
Rezultati / prednosti Indukcijsko ogrevanje zagotavlja:
• natančna natančnost dovaja ogrevanje samo na spoj; ne vpliva na okoliške komponente
• Lokalizirana toplota proizvaja čiste spoje
• Ustvari kakovostne in ponovljive rezultate
• Enakomerna razporeditev ogrevanja