Indukcijske spajkalne kapice z varovalkami z IGBT indukcijskimi grelnimi enotami
Cilj Spajkanje treh pokrovčkov varovalk hkrati za ponovno taljenje brez svinca in za spajanje pokrovčka varovalke in vodila žice varovalke
Material Pokrovčani bakreni pokrovčki 0.375 "(9.5 mm) OD x 0.375" (9.5 mm) višina, keramična cev z varovalkami, visoka 1.5 "(38.1 mm), brez svinca
Temperatura 700 ºF (371 ºC)
Frekvenca 286 kHz
Oprema • Indukcijski ogrevalni sistem DW-UHF-20 kW, opremljen z oddaljeno delovno glavo, ki vsebuje dva kondenzatorja 1.0 μF za skupno 0.5 μF
• Indukcijska ogrevalna tuljava, zasnovana in razvita posebej za to uporabo.
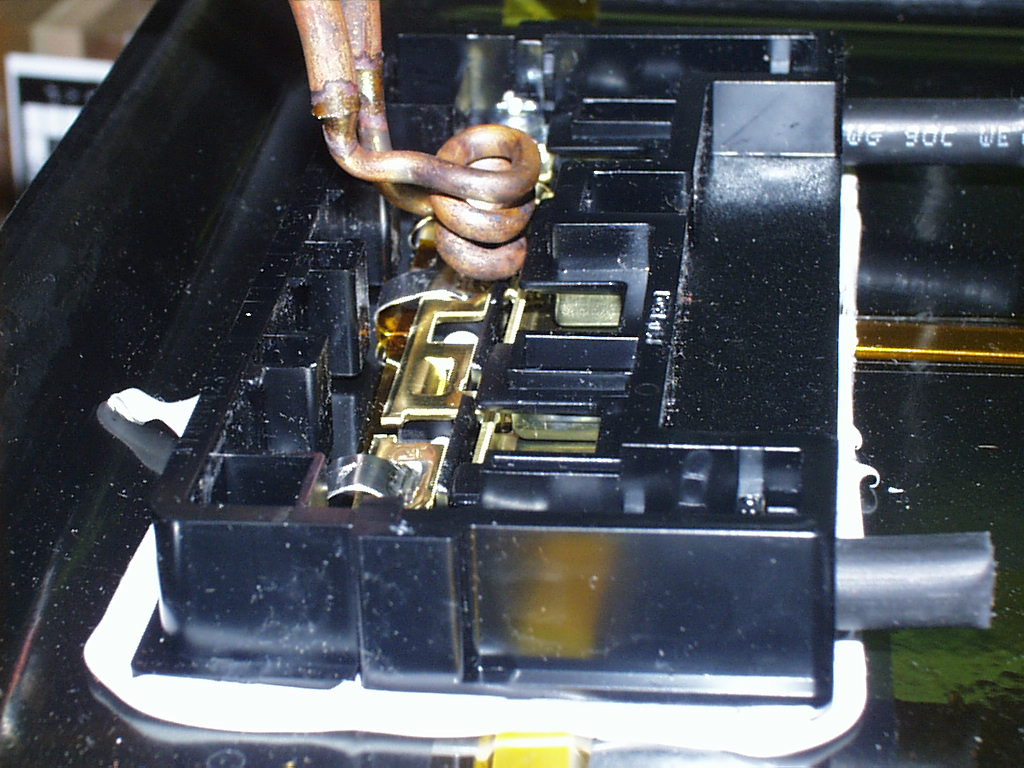
Postopek Troslojna vijačna tuljava se uporablja za spajkanje treh pokrovov varovalk hkrati. Sklopi varovalk so nameščeni v tuljavi in toplota se uporablja v treh ciklih po 3.5 sekunde na cikel za ponovno polnjenje spajke. Na proizvodni liniji se najprej spajkajo spodnji pokrovčki. Varovalke so napolnjene s peskom in brez obračanja sklopa je zgornji pokrov spajkan.
Rezultati / prednosti Indukcijsko ogrevanje zagotavlja:
• Dosledni, ponovljivi rezultati
• Natančen in natančen nanos toplote
• Prostoročno ogrevanje, ki za proizvodnjo ne vključuje spretnosti operaterja
• Enakomerna razporeditev ogrevanja