Indukcijsko toplotno zastavljanje za vzmetno žico in najlonski prah
Toplotno zalaganje vključuje uporabo indukcijsko segrevanje v procesih, kjer plastika spreminja stanje iz trdnega v tekoče. Ena pogosta uporaba te aplikacije je stiskanje kovinskega dela v plastični del. Kovina se z indukcijo segreje na temperaturo, ki je višja od temperature plastičnega refluksa. V nekaterih primerih se lahko kovina pritisne v plastiko, preden pride do segrevanja; ali pa se lahko kovina segreje, preden jo stisnemo v plastiko, kar povzroči, da se plastika med stiskanjem dela vrne (znano tudi kot plastično ponovno zalivanje). Indukcijsko ogrevanje se lahko uporablja tudi v strojih za brizganje plastike. Indukcijsko ogrevanje izboljšuje energetsko učinkovitost za postopke vbrizgavanja in ekstruzije. Toplota se neposredno proizvaja v sodu stroja, kar skrajša čas ogrevanja in porabo energije.
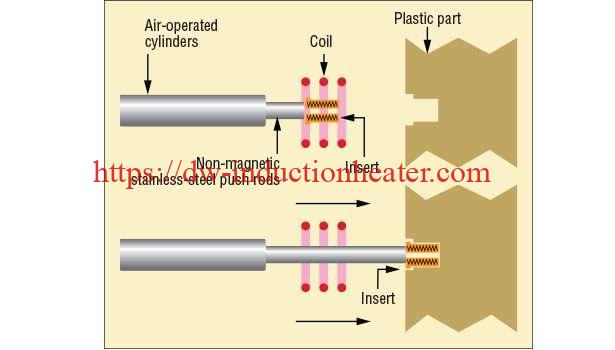 Vstavljanje kovine v plastiko vključuje segrevanje navojnega kovinskega vložka na temperaturo nad plastično točko ponovnega pretakanja in stiskanje v plastični del. Postopek zahteva hitro, natančno in ponovljivo segrevanje. Mehčanje notranjih navojev je posledica dolgih procesov segrevanja.
Vstavljanje kovine v plastiko vključuje segrevanje navojnega kovinskega vložka na temperaturo nad plastično točko ponovnega pretakanja in stiskanje v plastični del. Postopek zahteva hitro, natančno in ponovljivo segrevanje. Mehčanje notranjih navojev je posledica dolgih procesov segrevanja.
Indukcijsko ogrevanje zagotavlja natančen nadzor toplote za zagotavljanje doslednega rezultata z visokokakovostnimi rezultati. Opremo je mogoče programirati za določeno raven moči in čas ogrevanja, kar odstrani variabilnost operaterja in izboljša ponovljivost postopka.
 Cilj: Za enakomerno segrevanje koncev 0.072″ vzmetne žice, razmaknjenih 1/2″, za nanos najlonskega prahu na 1″ dolžino konca. Ko se segreje na 7000F, najlonski prah se zlije z žico in ustvari zaščitni premaz. Spodnje žice so v preteklosti prebadale skozi podporno oblačilo in praskale uporabnika. Z dodajanjem zaščitne najlonske prevleke na koncih žične oblike se izognemo tej neprijetni situaciji.
Cilj: Za enakomerno segrevanje koncev 0.072″ vzmetne žice, razmaknjenih 1/2″, za nanos najlonskega prahu na 1″ dolžino konca. Ko se segreje na 7000F, najlonski prah se zlije z žico in ustvari zaščitni premaz. Spodnje žice so v preteklosti prebadale skozi podporno oblačilo in praskale uporabnika. Z dodajanjem zaščitne najlonske prevleke na koncih žične oblike se izognemo tej neprijetni situaciji.
Material: Vzmetna žica in najlonski prah
temperatura: 370 ℃
uporaba: O DW-UHF-6KW-III izhodno trdno stanje Indukcijsko ogrevanje skupaj z edinstveno pet (5) zavojev je bila uporabljena podolgovata spiralna tuljava za doseganje naslednjih rezultatov:
- 370 ℃ je bil dosežen z dvanajst (12) sekundami strojnega cikla.
- Enotna prevleka je nastala kot posledica enakomernega segrevanja zaradi edinstvene pet (5) zavojne podolgovate spiralne tuljave.
- Dvanajst (12) vzorcev žice so segrevali hkrati v edinstveni delovni tuljavi.
Oprema: DW-UHF-6KW-III izhodni polprevodniški indukcijski napajalnik, vključno z eno (1) oddaljeno toplotno postajo, ki vsebuje dva (2) kondenzatorja s skupno vrednostjo 0.66 µF, in edinstveno pet (5) zavojno podolgovato spiralno tuljavo, ki meri 2 1/2″ široko, 8 1/ Dolg 2 inča in visok 2 3/4 palca s spodnjima dvema zavojoma na koncih pod kotom navzdol.
frekvenca: 258 kHz
indukcijsko toplotno ogrevanje za vzmetno žico in najlonski prah