indukcijsko ogrevanje vroče valjanje
Opis
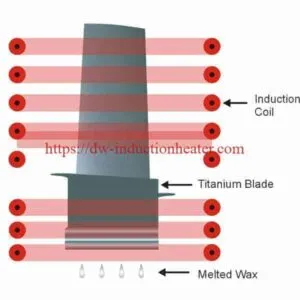
indukcijsko ogrevanje vroče valjanje z IGBT indukcijskim sistemom ogrevanja
Cilj Ogrevanje oboda plužnih plošč pred vročim valjanjem (ostrenjem)
Material Ploske borove jeklene plošče, OD 460 do 710 mm (18 do 28 ") debeline 3.2 do 10 mm (8/64 do 25/64")
Temperatura 725 ° C 1335 ° F
Frekvenca 75 kHz
Oprema DW-HF-120 kW indukcijski ogrevalni sistem z dvema delovnima glavama, stikalni sistem, 2 posebej zasnovane tuljave, hladilni sistem
Postopek V sistemu PLC je vsak od dveh valjarjev opremljen z oddaljeno delovno glavo in z vrtljivo ploščadjo, kjer disk drži vodoravno in ga v položaju drži osrednji nemagnetni magnet
plošča 100 mm manjša od premera diska. 250 mm (10 ") grelna tuljava je nameščena nad rezilom, vrtljivo pred tlačnimi valji. To ogreje celoten rob diska.
Po nekaj sekundah segrevanja rob doseže zahtevano temperaturo in disk se vrti pri 30 vrt / min. Tlačni zvitki se zaprejo in tvorijo profil ostrega roba. Končni rob dobimo po dveh zavojih diska.
Rezultati / prednosti Indukcijsko ogrevanje zagotavlja veliko hitrejši postopek v primerjavi s hladnim valjanjem; želeni profil je dosežen po nekaj sekundah v primerjavi z nekaj minutami. Metalurška kakovost končnega roba je višja, saj postopek učinkovito strdi material.
Oprema in procesi so primerni za robotsko avtomatizacijo