Spajkanje bakrenih cevi z indukcijo
Opis
Cilj
Dokazovanje indukcijsko spajkanje bakrenih cevi in čas spajkanja z uporabo sistema DW-UHF-10 kW in razpoložljivo laboratorijsko tuljavo

oprema
Stroj za indukcijsko spajkanje DW-UHF-10KW
materiali
• bakrene cevi - sesalna cev
• Pasto za pajkanje
Ključni parametri
Moč: 10 kW
Temperatura: 1500 ° C približno 815 ° F
Čas: 5 - 5.2 sek

Proces:
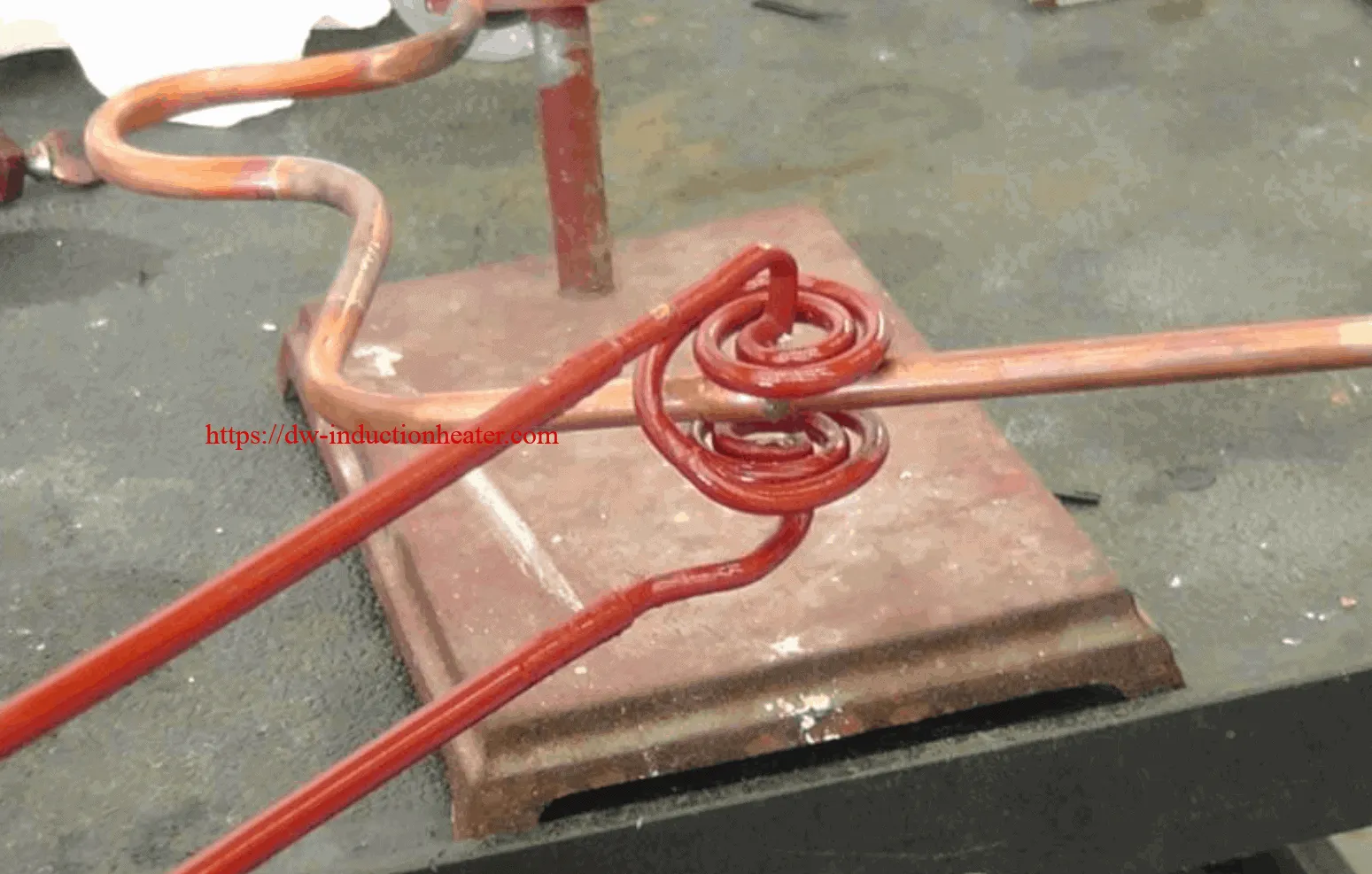
Ker je bil za preskus zagotovljen samo en sklop, smo postavili preskusno obremenitev z uporabo bakrene cevi iz težke stene 5/16 ”, kot je ena cev, druga pa na oblikovani odprti strani prirobnice. Čas ogrevanja je bil ocenjen na podlagi uporabe tempilaque barve za prikaz temperature. Preskusni sklop (ki mu sledijo priložene komponente) je bil sestavljen s prevleko iz 505 zlitine zlitine in je bil nameščen v laboratorijsko preskusno tuljavo na priloženih fotografijah. Za pretok zlitine in izvedbo spoja je bilo ugotovljeno, da je pri pretoku zlitine potekal 5 - 5.2 sekunde. .

Rezultati / prednosti:
- Kot je prikazano, model DW-UHF indukcijski spajkalni sistem je sposoben segreti tako največjo kot tudi najmanjšo cev na odseke cevi, da dokonča spajkanje. Čas ogrevanja z uporabo razpoložljive preskusne tuljave je v skladu s pričakovanimi časi proizvodne toplote, ki jih zahteva Electrolux.
- HLQ bo zahteval celoten sklop za pregled, da bo razvil končno zasnovo tuljave, ki lahko sprejme vseh 12 spojev, navedenih na fotografiji vaše postavitve. Treba je vedeti in videti razmike med cevnimi priključki, ki jih je treba spajati, in jeklenim kompresorskim odsekom, da zagotovimo, da nastalo radiofrekvenčno polje, ustvarjeno na tovorni tuljavi, ne vpliva na jekleno ohišje. Ta končna zasnova bo morda zahtevala dodajanje feritnih materialov v tuljavi, ki bodo služili za usmerjanje RF polja na bakrene vodnike in ne na jekleno ohišje.
- Začetni testi so bili zaključeni na DW-UHF-10kW z uporabo razpoložljive laboratorijske tuljave. Proizvodna tuljava bo vsebovana v neprevodnem ohišju, ki bo operaterju omogočilo, da jo uporabi za lociranje tuljave na bakrene vodnike za natančno in pozitivno mesto ogrevanja za postopek spajkanja. Zasnova proizvodne tuljave bo vključevala krajše vodnike kot preskusna tuljava in bo konfigurirana tako, da se bodo toplotni cikli izboljšali (krajši časi ogrevanja).