


indukcijsko kaljenje jeklenih sklopov
Opis
indukcijsko kaljenje jeklenih sklopov
Cilj: Indukcijsko utrjevanje obod ¼ ”debelih jeklenih sklopov
Material: ¼ ”debeli jekleni sklopi različnih geometrij
Temperatura: 1650 ° C
Frekvenca: 177 kHz
oprema

DW-UHF-10kW indukcijski sistem ogrevanja, opremljen z oddaljeno toplotno postajo, ki vsebuje en kondenzator 1.0 μF in indukcijsko ogrevalno tuljavo, zasnovano in razvito posebej za to aplikacijo
Proces
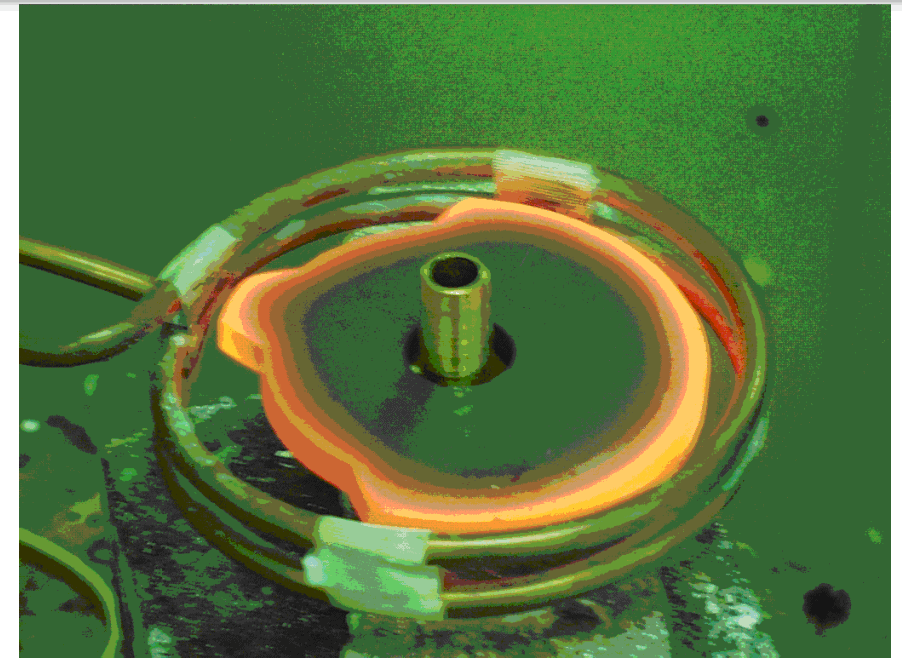
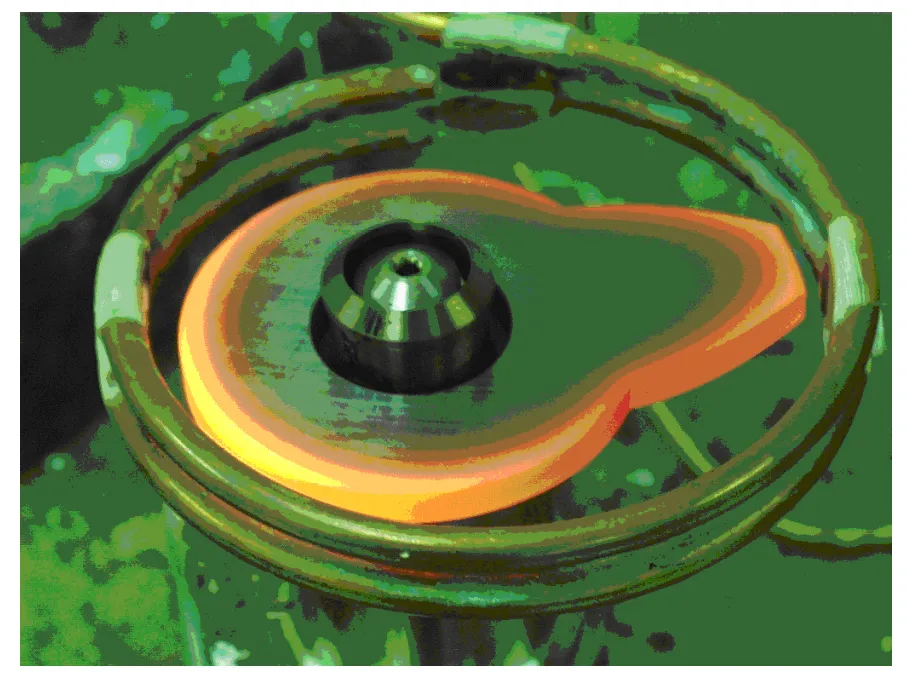
Za ogrevanje kamer se uporablja dvosmerna vijačna tuljava. Čas vročine je od 120 do 150 sekund. Po segrevanju se deli pogasijo v vodi.
 Rezultati / koristi
Rezultati / koristi
Indukcijsko kaljenje zunanje površine odmikačev z indukcijo povzročijo:
• enakomerno ogrevanje za enakomerne rezultate
• eno tuljavo lahko uporabimo za številne geometrije
• dosledni rezultati po delih
Zelo uspešnih je na tisoče stroji za indukcijsko utrjevanje ki proizvajajo milijone delov, dobavljenih v različne segmente industrije. Med sestavnimi deli, ki so rutinsko podvrženi indukcijskemu kaljenju (IH), so deli, kot so odmične gredi, ročične gredi, zobniki, zobniki, gredi za prenos, kroglični čepi, zatiči, zobniki, kolesna vretena, nosilne gredi, pritrdilni elementi, delovno orodje, gosenice premikanje strojev - seznam je v bistvu neskončen. Kot primer slika prikazuje majhno paleto geometrij, ki so rutinsko indukcijsko utrjene.




