Indukcijski grelni kateterski nasvet z IGBT visokofrekvenčnimi grelnimi enotami
Cilj Segreti vodno hlajeni trn na 700 ° C, da se tvori visokokakovostni teflonski vrh katetra.
Material Teflonska cev za kateter, montaža trna
Temperatura 600-700 ° F (315-371ºC)
Frekvenca 376 kHz
Oprema • Indukcijski ogrevalni sistem DW-UHF-6 kW, opremljen z oddaljeno delovno glavo, ki vsebuje en kondenzator 0.66 μF.
• Indukcijska ogrevalna tuljava, zasnovana in razvita posebej za to uporabo.
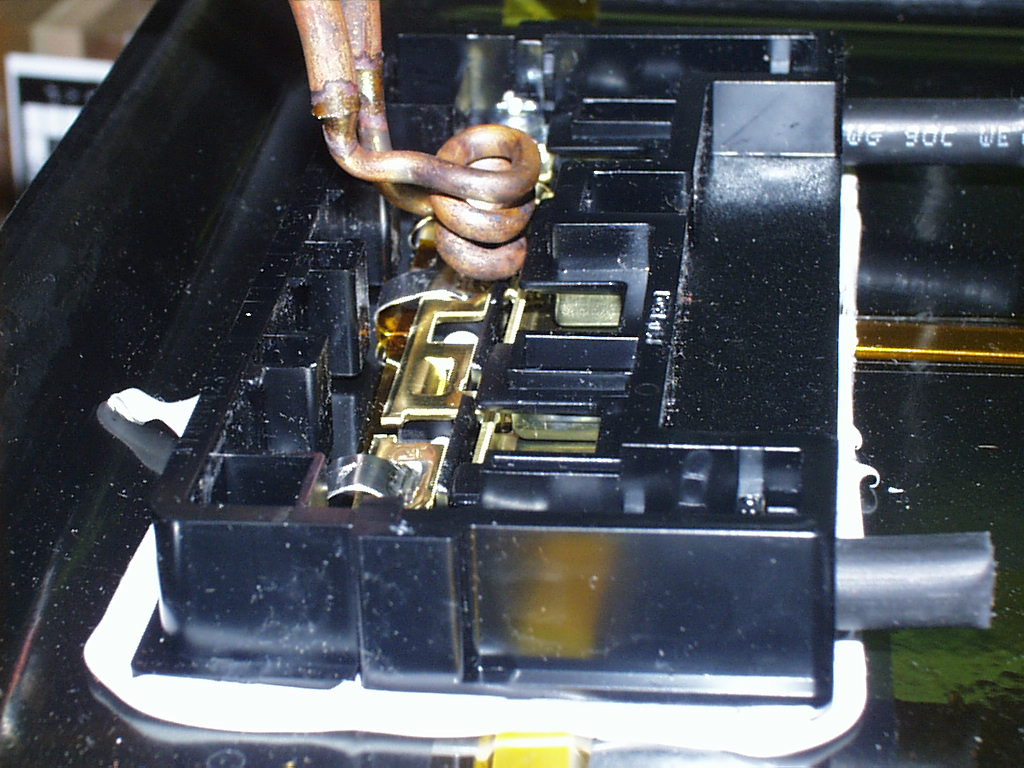
Postopek Dvokrožna tuljava se uporablja za ogrevanje jeklenega trna na 660 ° F (371 ° C) v 2.7 sekunde. Za oblikovanje konice katetra se uporablja RF moč, medtem ko se kateter drži nad trnom. Nato se cev potisne na trn, da tvori enakomeren, enakomeren vrh.
Rezultati / prednosti Indukcijsko ogrevanje zagotavlja:
• Natančna, ponovljiva uporaba toplote
• Brezkontaktno ogrevanje
• Hitrejši cikel